联系人:余先生
电话:0572-6390113
手机:13505827927
手机:15968293807
邮箱:2395784534@qq.com
地址: 浙江省湖州市长兴县林城镇永丰村
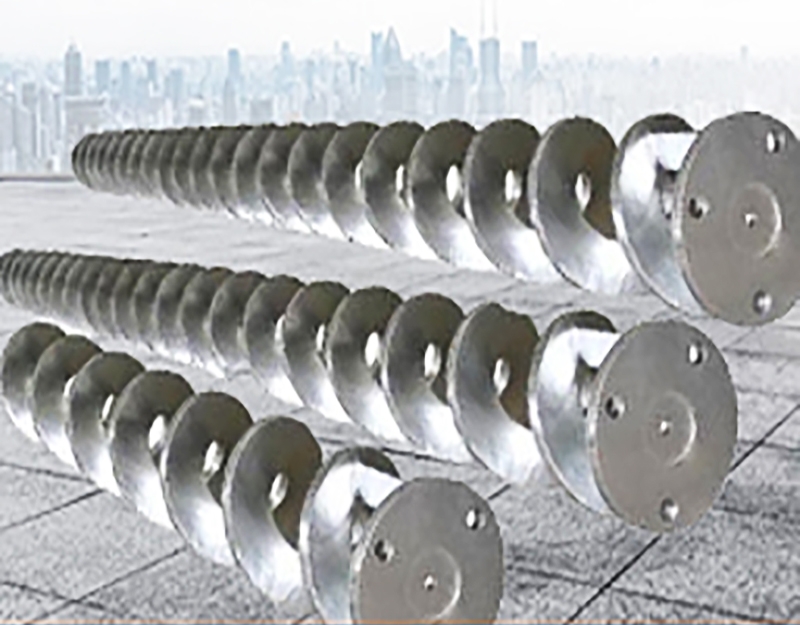
螺旋叶片冷轧机变形区是由两轧掌控的。在两轧辊的形变区内,轧件历经复合形变。其一是受到厚度方向的不均与缩小,产生纵向的不均与缩小,产生纵向的不匀伸展,产生圆形的形变;这儿假设为平面形变;其二是扎件遭受滚弯产生的曲产生牙距的形变,这便是螺旋叶片冷扎成型原理。
轧件之所以遭受不匀缩小是由于轧辊缝成旗状,是不匀单调变动的;轧件之所以遭受滚弯,是由于两轧辊沿导向方向的相对的移位。控制与调整好两轧辊形成的变形区参数才能达到该工艺。

连续冷扎的叶片是让带钢根据轧辊辗压产生塑变形而制作出来的,一般成型的叶片比带钢会宽1-1.5mm厚;在制造中我们一般会忽视不记。其原因是螺旋叶片和蛟龙内壁厚一般有10mm的间隙一毫米的偏差可以忽略基本不会造成具体的生产影响。此外叶片在生产中会产生内后外薄的情况这主要是有生产工艺决定的无法避免。但是在变形环节中因为轧辊对带钢的挤压变形使制作出来的叶片具备更高的强度更为抗磨进而延长了寿命。
冷扎螺旋叶片也有其自身的缺点一般的叶片牙距不会低于直径的2/3或超过直径的3/2一旦超过这个范畴叶片难以成形。当应用杂质多的带钢时叶片的内径牙距会有变化成多变性对产品性能有所影响。


联系人:余先生
电话:0572-6390113
手机:13505827927
15968293807
邮箱:2395784534@qq.com
地址: 浙江省湖州市长兴县林城镇永丰村

微信扫一扫