联系人:余先生
电话:0572-6390113
手机:13505827927
手机:15968293807
邮箱:2395784534@qq.com
地址: 浙江省湖州市长兴县林城镇永丰村
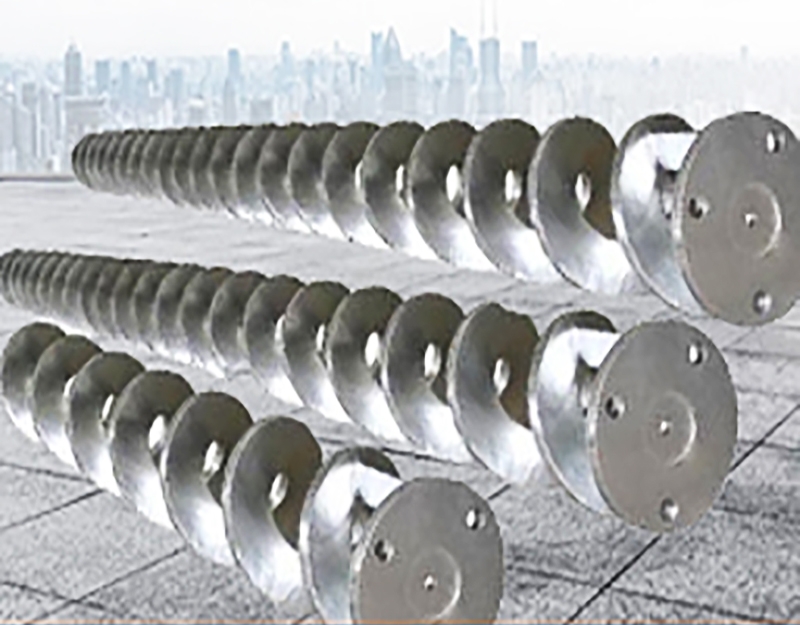
冷轧工艺是螺旋叶片生产中的一个环节,但这一过程并非没有缺陷,而是受到设备和操作人员疏忽等因素的影响,产生了一些废品,不仅浪费能源,而且增加了成本和人力物力。那么这个过程中的错误在哪里呢?怎么处理?
1、一段螺旋叶片制作完成后,用一段管子穿入螺旋叶片内孔,并对内孔的严密性进行检测。内孔过大或过小,不合格。与管道焊接时,间隙不应过大。如果管子与螺丝内孔的间隙过小或过紧,会造成管子穿线困难,甚至无法通过,增加工作量。
处理方法:对螺旋叶片冷轧机出口管直径进行复测,确保管子外径比要求的螺纹内孔大2mm,使生产出的螺旋内孔尺寸合适。
2、当生产中螺旋叶片节距突然变大或变小时,须立即停机。这是由于冷轧机两辊之间的距离不稳定和跳跃现象造成的。此时,检查车身两侧的锁紧螺母是否锁紧。然后检查冷轧机两端轴箱的位置,螺母是否松动并锁紧。
只要检查这些位置,确保没有松动,就可以启动机器运转,再次测量螺旋叶片的节距,就可以正常工作。
3、如果螺旋叶片的内孔、螺距正常,但外径不合格,此时需观察叶片外观:检查叶片螺旋倾角是否过小,有无下压力。
解决方法:调整出口顶轮,将顶轮稍微向右移动,以增大螺旋叶片冷轧机出口螺杆的角度。取出一段螺钉后,测量是否达到合格外径。
4、在大螺距螺旋叶片的生产中,轧辊和钢带会发生滑动。冷轧机轧辊转动,带钢不前进。这是因为当螺旋叶片的螺距增大时,轧辊与钢带的接触面变小,摩擦力相应减小,容易打滑。此时,需要在水箱中多加些水,以降低润滑液的粘度。当你再启动机器时,就不会打滑了。
当遇到问题时,应采取适当措施,以提高整体焊接性能和外观。



联系人:余先生
电话:0572-6390113
手机:13505827927
15968293807
邮箱:2395784534@qq.com
地址: 浙江省湖州市长兴县林城镇永丰村

微信扫一扫